














一 、Machine model name:
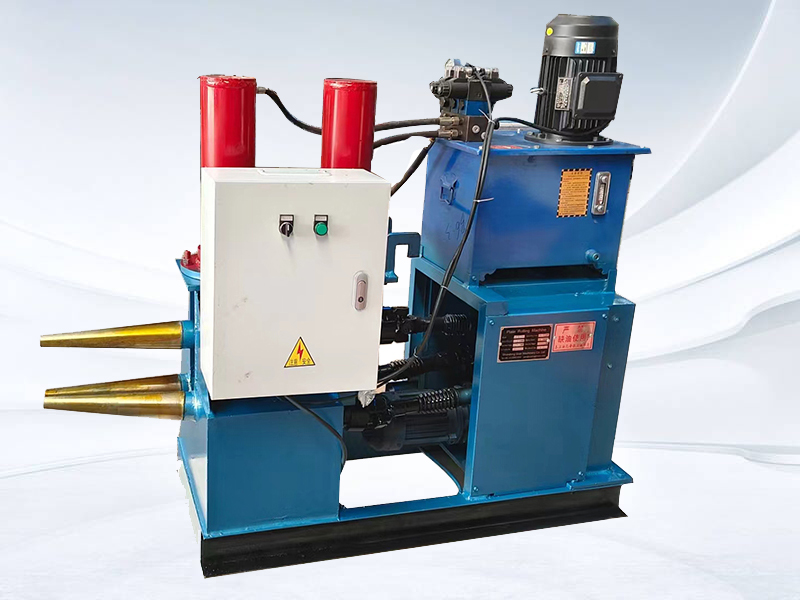
1、model: 4×300 hydraulic Cone rolling machine
2、 image:(Style size is for reference only)
Machine Introduction
This equipment is an 4x300 control up regulating three roll plate rolling machine, used for bending metal plates of a certain thickness into conical cylindrical shapes or parts with a certain taper at room temperature. Its working principle is rotational bending deformation. Due to the vertical adjustment of the upper roller, there is no need for additional equipment such as a press machine. It can be loaded in one go without the need for turning, and can complete the forming and bending function of both ends of the sheet metal, as well as the calibration of the formed workpiece. It is an essential equipment for the manufacturing of machinery and equipment in industries such as petroleum, chemical, cement, shipbuilding, boilers, aviation, water conservancy, and power transmission and transformation towers. This machine has a compact structure and is easy to operate, making it one of the better plate bending machines in China at present.
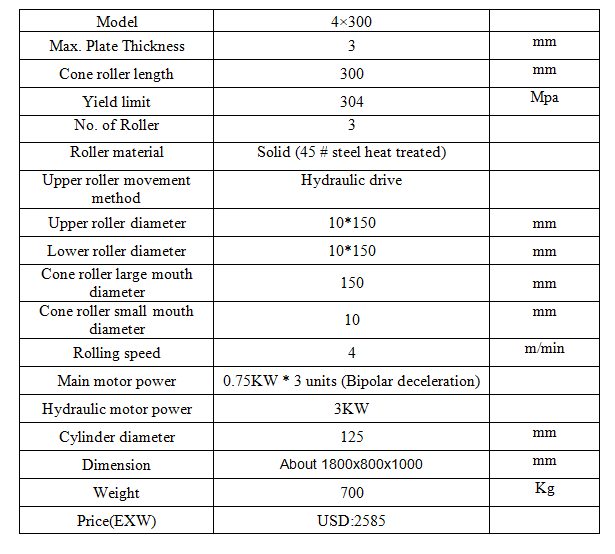
二、Main parameters :
三、 Introduction to Machine Structure
The hydraulic control upper roller vertically adjustable plate rolling machine has a circular rolling function, and its main structure consists of main transmission device, upper roller device, and other components. The entire machine has a compact structure, reliable use, and convenient maintenance.
The lower roller of this machine is fixed in the position of the active roller, which is transmitted by the main motor through a set of couplings of the reducer to the input shaft of the main reducer model, and then transmitted to the two lower rollers through the output shaft to rotate the lower roller. The upper roller is the active roller, and its up and down movement is driven by the top hydraulic cylinder installed on the frame. When the rolled workpiece is tied, the upper roller moves to the middle position of the two lower rollers and rises to the set height. After unloading the workpiece, one working cycle ends.
When the upper roller moves downwards to press the plate, friction is generated between the plate and the stick, and the lower roller rotates to feed the plate. The three tangent points that come into contact with the metal plate through the three rollers can form an arc, and the degree of descent of the upper roller can be controlled to achieve the required radius of curvature of the arc.
3.1. Feed the metal plate into the center of the second lower roller, making sure that the side of the metal plate is perpendicular to the axis of the lower roller center.
3.2. After the upper roller descends to the appropriate position, drive the lower roller to curl the steel plate. Be careful not to detach one end of the steel plate from the other lower roller.
3.3. In the same process, the first curling is completed and repeated several times until the required curling diameter is reached.
3.4 Unloading:
(1) Move the upper roller lifting oil cylinder.
(2) Remove the rolled workpiece.
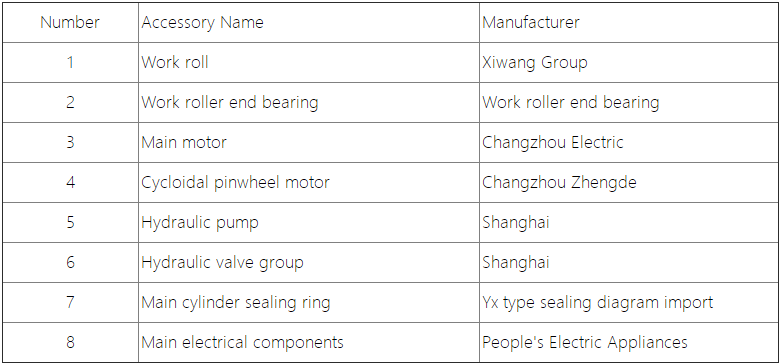
四、 List of Main Outsourced Parts

If you need a cone rolling machine or are interested in a cone rolling machine, please provide the material of the plate, the thickness of the plate, the diameter of the cone small opening, the diameter of the cone large opening, the vertical height or diagonal side length of the cone, and we will recommend a suitable machine model for you.
 Address:Room 1202, Detaitang Building, No. 118 Huaguang Road, Zhangdian District, Zibo, Shandong
Address:Room 1202, Detaitang Building, No. 118 Huaguang Road, Zhangdian District, Zibo, Shandong WhatsApp:+8615653328535
WhatsApp:+8615653328535 Wechat: +8615965331535
Wechat: +8615965331535  E-mail:zs@sdsmachinery.com
E-mail:zs@sdsmachinery.com